

- 1.01 MB
- 4页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
第38卷第10期华电技术V01.38No.102016年10月HuadianTechnologyOct.2016水电站压力钢管用WSD690E高强钢焊接研究与应用杨春国(中国水利水电第六工程局有限公司机电安装分局,辽宁丹东180012)摘要:通过分析江西洪屏抽水蓄能电站800MPa级高强钢应用实例,阐述了国产800MPa级高强钢压力钢管在制作工程中焊接工艺性能,并通过实际焊接过程中出现的问题,对焊接横向裂纹的产生原因及原理进行分析,提出解决方案。关键词:800MPa级高强钢;焊接工艺;横向裂纹;原因分析;应对措施中图分类号:TG47文献标志码:B文章编号:1674—1951(2016)10—0013—04(Ni)/40+加(Cr)/5+W(Mo)/4+W(V)/14;裂纹O引言敏感系数P=W(C)+W(Si)/30+W(Mn)/20+江西洪屏抽水蓄能电站装机容量为1200MWW(Cu)/20+W(Ni)/6O+W(Cr)/20+W(Mo)/15+(4X300MW),压力钢管主要布置在输水系统,其中(V)/10+5w(B)。800MPa级高强钢压力钢管布置在引水下竖井、引通过表1可知,C。。≤O.57%,P≤O.30%。水下平洞及引水支管,管径为2.1~4.8m,壁厚1.2WSD69OE钢板的力学性能30.0~52.0mm,总质量为2111.32t。WSD690E钢板的力学性能见表2。、800MPa级高强钢压力钢管采用舞阳钢铁有限2焊接工艺J责任公司生产的牌号为WSD690E的高强钢板。由2.1焊接设备及焊接方法于这种钢材的合金化体系比较复杂,合金元素含量焊接设备、焊接方法及适用范围见表3。较高,屈强比较大,且为调质状态供货,同时江西洪表3焊接设备、焊接方法及适用范围屏抽水蓄能电站压力钢管壁较厚,国内如此大量使焊接方法焊接设备电流和极性适用范围用此种钢材尚属首例,因此有许多焊接方面的技术问题亟待解决,如钢材的裂纹倾向、预热温度、最佳线能量范围的确定及其控制。1材料成分与性能J1.1WSD69OE钢板的化学成分2.2焊接材料WSD690E钢板的化学成分见表1。2.2.1焊接材料选择碳当量C。=伽(C)+(Mn)/6+w(si)/24+埋弧自动焊(SAW)选择大西洋CHW—S10+表1WSD690E钢的化学成分(熔炼分析)%注:d为弯心直径;0为试样厚度。CHF101焊丝,手工电弧焊(SMAW)选择大西洋收稿日期:2016—05—30;修回日期:2016—08—10CHE807RH焊条。
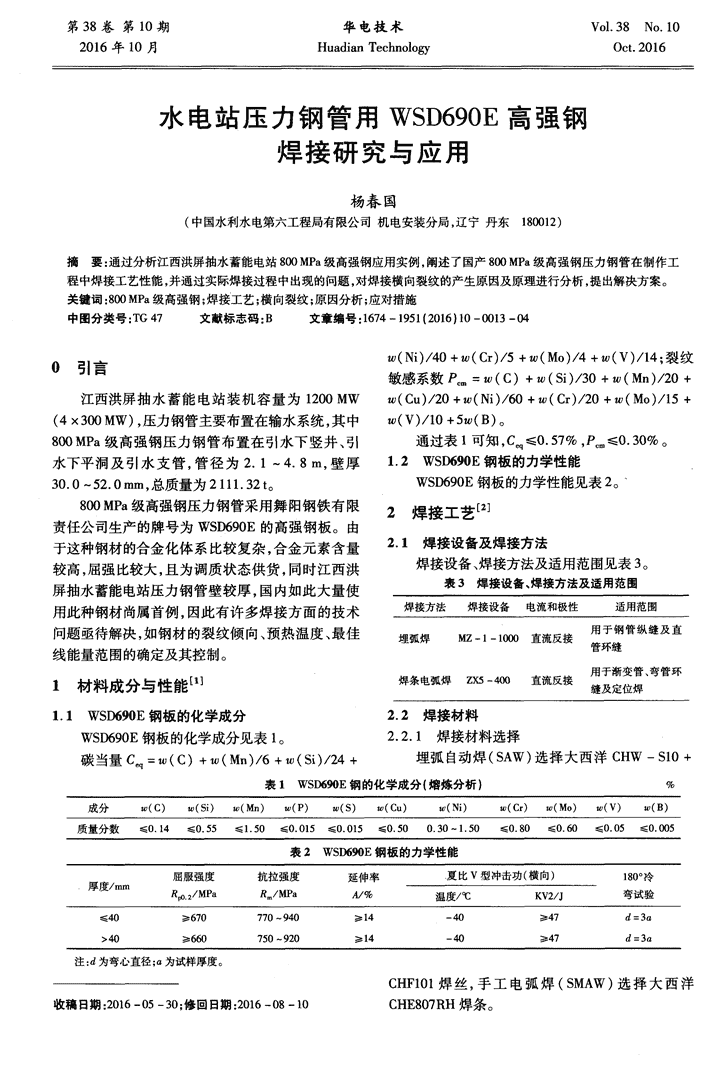
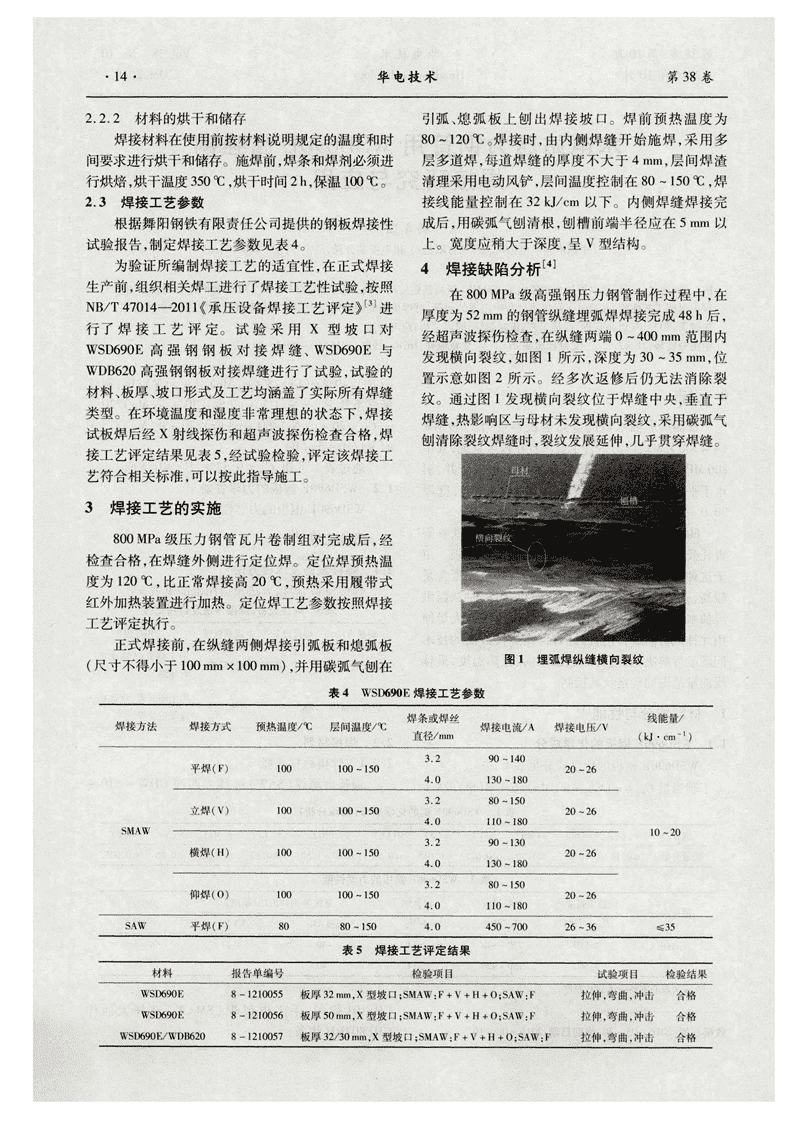
·l4·华电技术第38卷2.2.2材料的烘干和储存引弧、熄弧板上刨出焊接坡口。焊前预热温度为焊接材料在使用前按材料说明规定的温度和时80~120。焊接时,由内侧焊缝开始施焊,采用多间要求进行烘干和储存。施焊前,焊条和焊剂必须进层多道焊,每道焊缝的厚度不大于4mm,层间焊渣行烘焙,烘干温度350℃,烘干时间2h,保温100℃。清理采用电动风铲,层间温度控制在80~150℃,焊2.3焊接工艺参数接线能量控制在32kJ/cm以下。内侧焊缝焊接完根据舞阳钢铁有限责任公司提供的钢板焊接性成后,用碳弧气刨清根,刨槽前端半径应在5mil以试验报告,制定焊接工艺参数见表4。上。宽度应稍大于深度,呈V型结构。为验证所编制焊接工艺的适宜性,在正式焊接4焊接缺陷分析J生产前,组织相关焊工进行了焊接工艺性试验,按照在800MPa级高强钢压力钢管制作过程中,在NB/T470l4_20l】《承压设备焊接工艺评定》进厚度为52film的钢管纵缝埋弧焊焊接完成48h后,行了焊接工艺评定。试验采用x型坡口对经超声波探伤检查,在纵缝两端0~400mm范围内WSD690E高强钢钢板对接焊缝、WSD690E与发现横向裂纹,如图1所示,深度为30~35mm,位WDB620高强钢钢板对接焊缝进行了试验,试验的置示意如图2所示。经多次返修后仍无法消除裂材料、板厚、坡口形式及工艺均涵盖了实际所有焊缝纹。通过图1发现横向裂纹位于焊缝中央,垂直于类型。在环境温度和湿度非常理想的状态下,焊接焊缝,热影响区与母材未发现横向裂纹,采用碳弧气试板焊后经x射线探伤和超声波探伤检查合格,焊刨清除裂纹焊缝时,裂纹发展延伸,几乎贯穿焊缝。接工艺评定结果见表5,经试验检验,评定该焊接工艺符合相关标准,可以按此指导施工。3焊接工艺的实施800MPa级压力钢管瓦片卷制组对完成后,经检查合格,在焊缝外侧进行定位焊。定位焊预热温度为120℃,比正常焊接高20℃,预热采用履带式红外加热装置进行加热。定位焊工艺参数按照焊接工艺评定执行。正式焊接前,在纵缝两侧焊接引弧板和熄弧板图1埋弧焊纵缝横向裂纹(尺寸不得小于100mm×100mm),并用碳弧气刨在表4wSD690E焊接工艺参数WSD690E8—1210055板厚32mm,X型坡口;SMAW:F+V+H+O;SAW:F拉伸,弯曲,冲击合格WSD690E8—1210056板厚50mm,X型坡口;SMAW:F+V+H十O;SAW:F拉伸,弯曲,冲击合格WSD690E/WDB6208一I210057板厚32/3011111,X型坡口;SMAW:F+V+H+O;SAW:F拉伸,弯曲.冲击合格
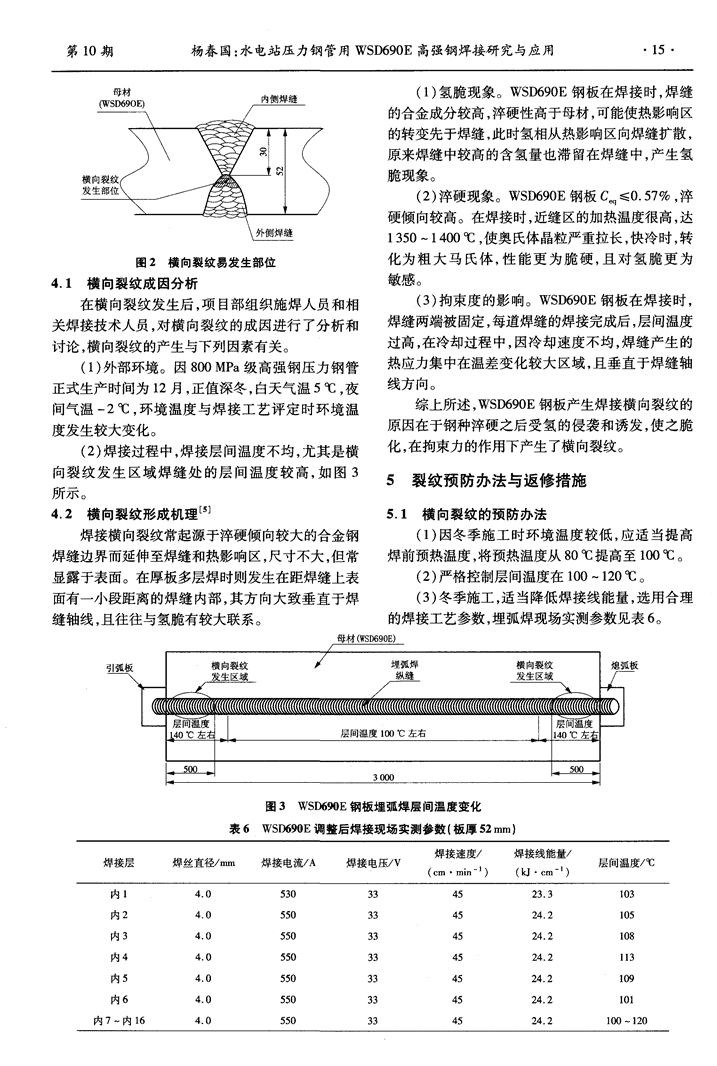
第lO期杨春国:水电站压力钢管用WSD690E高强钢焊接研究与应用·15·(1)氢脆现象。WSD690E钢板在焊接时,焊缝的合金成分较高,淬硬性高于母材,可能使热影响区的转变先于焊缝,此时氢相从热影响区向焊缝扩散,原来焊缝中较高的含氢量也滞留在焊缝中,产生氢脆现象。(2)淬硬现象。WSD690E钢板C。≤0.57%,淬硬倾向较高。在焊接时,近缝区的加热温度很高,达1350~1400oC,使奥氏体晶粒严重拉长,快冷时,转图2横向裂纹易发生部位化为粗大马氏体,性能更为脆硬,且对氢脆更为4.1横向裂纹成因分析敏感。在横向裂纹发生后,项目部组织施焊人员和相(3)拘束度的影响。WSD690E钢板在焊接时,关焊接技术人员,对横向裂纹的成因进行了分析和焊缝两端被固定,每道焊缝的焊接完成后,层间温度过高,在冷却过程中,因冷却速度不均,焊缝产生的讨论,横向裂纹的产生与下列因素有关。(1)外部环境。因800MPa级高强钢压力钢管热应力集中在温差变化较大区域,且垂直于焊缝轴线方向。正式生产时间为12月,正值深冬,白天气温5cC,夜综上所述,WSD690E钢板产生焊接横向裂纹的间气温一2℃,环境温度与焊接工艺评定时环境温度发生较大变化。原因在于钢种淬硬之后受氢的侵袭和诱发,使之脆化,在拘束力的作用下产生了横向裂纹。(2)焊接过程中,焊接层间温度不均,尤其是横向裂纹发生区域焊缝处的层间温度较高,如图35裂纹预防办法与返修措施所示。4.2横向裂纹形成机理5.1横向裂纹的预防办法焊接横向裂纹常起源于淬硬倾向较大的合金钢(1)因冬季施工时环境温度较低,应适当提高焊缝边界而延伸至焊缝和热影响区,尺寸不大,但常焊前预热温度,将预热温度从8O℃提高至100oC。显露于表面。在厚板多层焊时则发生在距焊缝上表(2)严格控制层间温度在100—120oC。面有一小段距离的焊缝内部,其方向大致垂直于焊(3)冬季施工,适当降低焊接线能量,选用合理缝轴线,且往往与氢脆有较大联系。的焊接工艺参数,埋弧焊现场实测参数见表6。母材(WSDf90E)横向裂纹/埋弧焊横向裂纹熄j发生区域丝发生区域一/——L—一j3333j333=)层间温度亩!A0℃左名一层间温度100℃左右一140℃左右一500——50o一3000图3WSD690E钢板埋弧焊层间温度变化表6WSDf90E调整后焊接现场实测参数(板厚52mm)
·16·华电技术第38卷续表5.2横向裂纹返修工艺电站提供借鉴,促进800MPa级高强钢钢板的推广(1)碳弧气刨刨除缺陷前,必须进行焊前预热,和应用。预热温度比焊条电弧焊焊接预热温度高出2O℃。参考文献:(2)在气刨完成后,使用磁粉探伤,检查根部裂纹是否清除干净,裂纹清除干净后检查刨槽尺寸,必[1]低合金高强度结构钢:GB1591-2008[s].须满足规定要求,且必须打磨干净。[2]水利水电工程压力钢管制作安装及验收规范:GB(3)焊条电弧焊焊接时,选用合理的焊接方式。50766-2012[S].经多次不同方式焊接试验,因立焊的焊接线能量较[3]承压设备焊接工艺评定:NB/T47014—2O11[s].小,采用立焊取得了较好的结果,再次发生横向裂纹[4]焊缝无损检测超声检测技术、检测等级和评定:GB/T的几率较低。11345-2013[s].(4)焊前必须控制预热温度在100℃左右,焊接[5]中国机械工程学会焊接学会.焊接手册一第2卷材料的过程中严格控制层间温度在100—120oC。焊接[M].北京:机械工业出版社,2001:126—146,265—285.6结束语(本文责编:刘炳锋)WSD690E高强钢在目前国内水电建设中应用较少,属于新的钢种。随着国内越来越多的高水头作者简介:电站的兴建,尤其是抽水蓄能电站发展高峰期的来杨春国(1974一),男,辽宁新宾人,中国水利水电第六临,国产800MPa级高强钢的应用已经全面展开,工程局有限公司机电安装分局副局长,一级建造师,高级工WSD690E高强钢将会得到大量的应用。针对程师,从事金属结构制作安装方面的工作(E—mail:ycgtyx@WSD690E高强钢压力钢管焊接工艺的研究,为同类126.com)。o●0●o●o●o●0●o●o●o●0●<>●o●0●·<>●0●o●o●o●o●o●0●o●<>●0●0●o●0●0●0●0●o●0●0●0●o●o●o●0●0●0●0●0●0●0●0●0●(上接第12页)确认后恢复开关操作之前的状态。电篇[M].北京:中国电力出版社,2011.[3]郑阿奇.VisualBasic.NET实用教程:基于VisualStudio5结束语2010[M].北京:电子工业出版社,2013.[4]THEARONW,NEWSOMEB.吴伟敏,李周芳,译.Begin—自主开发的模拟屏软件,有利于运行人员模拟ningVisualBasic2010[M].北京:清华大学出版社,操作,自主学习,同时软件编程开发完全不受厂家限2011.制,便于后期维护及二次开发。该软件已在某电厂[5]薛玉喜.电气“五防”的选型与设计思想[J].华电技术,连续运行一年多,性能稳定,有效保障了电气操作的2008,30(10):22—26.正确性,减少了误操作事故的发生,提高了电气运行(本文责编:刘炳锋)及管理的水平。作者简介:参考文献:林狲(1989一),男,浙江杭州人,助理工程师,从事发电[1]袁大陆,杜彦明.电力系统的防误操作情况及防误操作机电气运行管理工作(E—mail:linchong@chd.tom.cn)。装置的应用[J].高压电器,2002,38(5):8—11.陈昊(1980一),男,浙江杭州人,助理工程师,从事发电[2]中国华电集团公司.发电企业安全现状综合评价标准火厂热控管理工作。