

- 692.50 KB
- 6页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
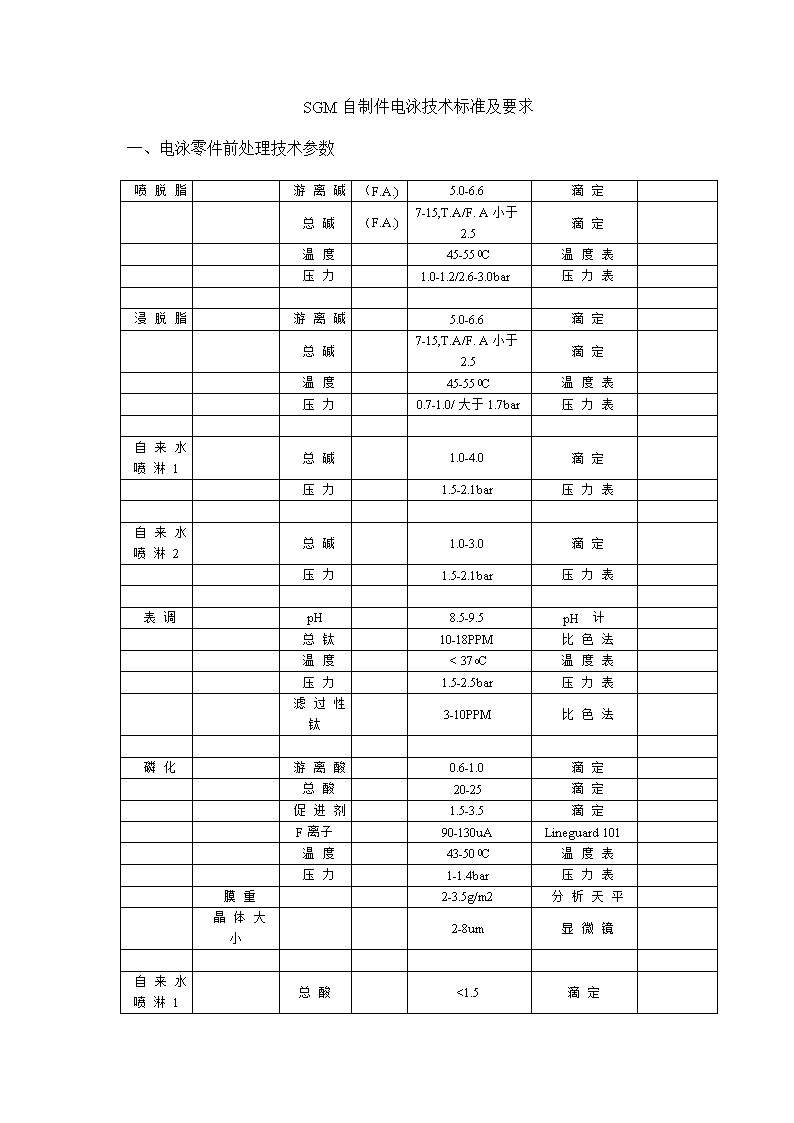
'SGM自制件电泳技术标准及要求一、电泳零件前处理技术参数喷脱脂 游离碱(F.A.)5.0-6.6滴定 总碱(F.A.)7-15,T.A/F.A小于2.5滴定 温度 45-550C温度表 压力 1.0-1.2/2.6-3.0bar压力表 浸脱脂 游离碱 5.0-6.6滴定 总碱 7-15,T.A/F.A小于2.5滴定 温度 45-550C温度表 压力 0.7-1.0/大于1.7bar压力表 自来水喷淋1 总碱 1.0-4.0滴定 压力 1.5-2.1bar压力表 自来水喷淋2 总碱 1.0-3.0滴定 压力 1.5-2.1bar压力表 表调 pH 8.5-9.5pH计 总钛 10-18PPM比色法 温度 <37oC温度表 压力 1.5-2.5bar压力表 滤过性钛 3-10PPM比色法 磷化 游离酸 0.6-1.0滴定 总酸 20-25滴定 促进剂 1.5-3.5滴定 F离子 90-130uALineguard101 温度 43-500C温度表 压力 1-1.4bar压力表 膜重 2-3.5g/m2分析天平 晶体大小 2-8um显微镜 自来水喷淋1 总酸 <1.5滴定
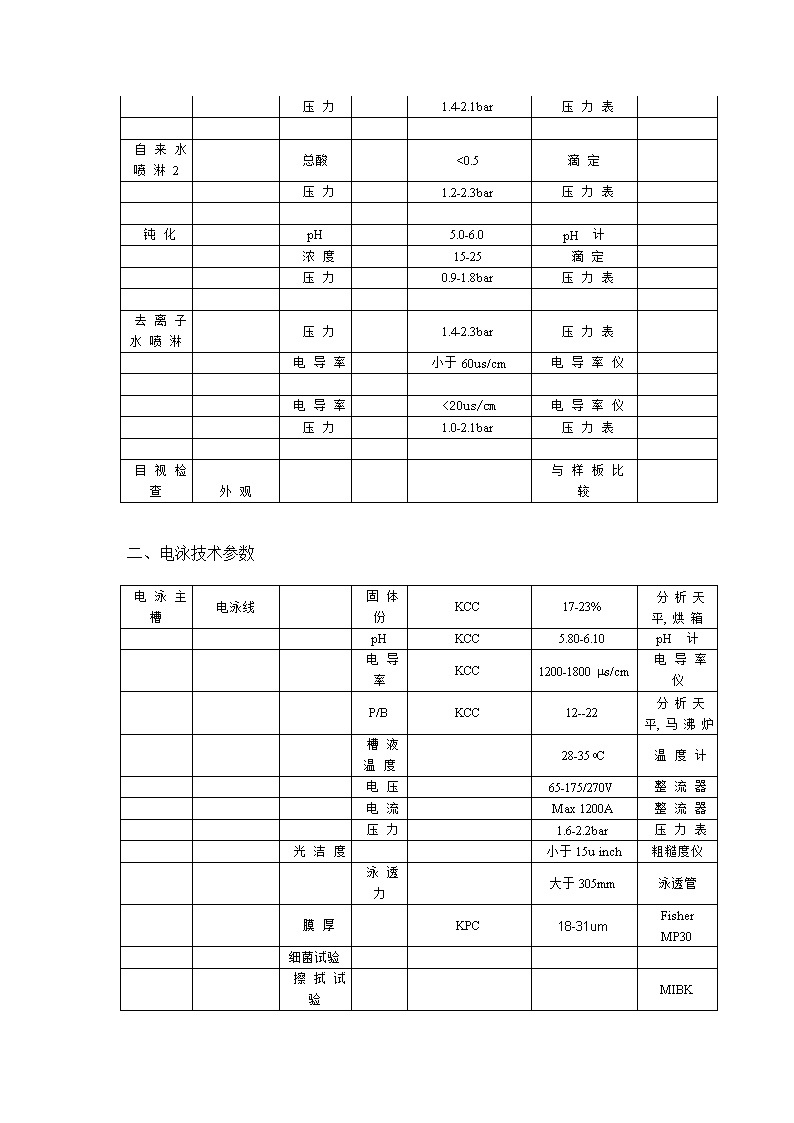
压力 1.4-2.1bar压力表 自来水喷淋2 总酸 <0.5滴定 压力 1.2-2.3bar压力表 钝化 pH 5.0-6.0pH计 浓度 15-25滴定 压力 0.9-1.8bar压力表 去离子水喷淋 压力 1.4-2.3bar压力表 电导率 小于60us/cm电导率仪 电导率 <20us/cm电导率仪 压力 1.0-2.1bar压力表 目视检查外观 与样板比较 二、电泳技术参数电泳主槽电泳线 固体份KCC17-23%分析天平,烘箱 pHKCC5.80-6.10pH计 电导率KCC1200-1800ms/cm电导率仪 P/BKCC12--22分析天平,马沸炉 槽液温度 28-35oC温度计 电压 65-175/270V整流器 电流 Max1200A整流器 压力 1.6-2.2bar压力表 光洁度 小于15uinch粗糙度仪 泳透力 大于305mm泳透管 膜厚 KPC18-31umFisherMP30 细菌试验 擦拭试验 MIBK
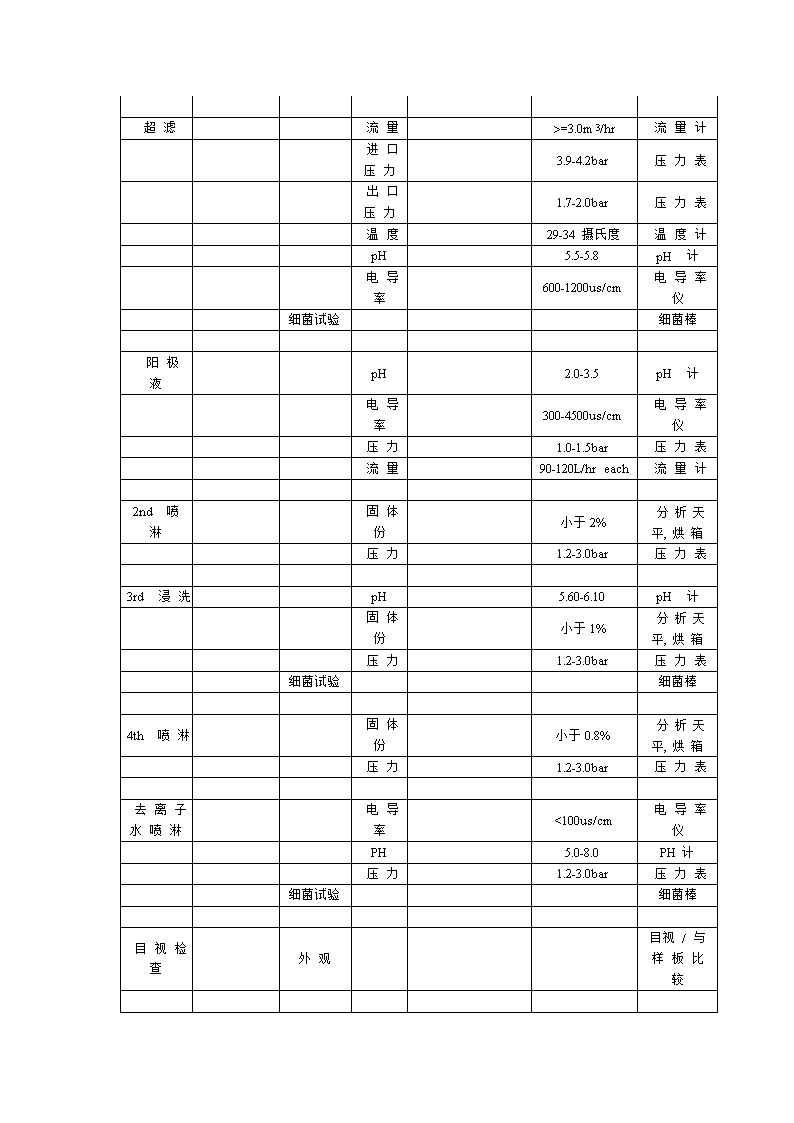
超滤 流量 >=3.0m3/hr流量计 进口压力 3.9-4.2bar压力表 出口压力 1.7-2.0bar压力表 温度 29-34摄氏度温度计 pH 5.5-5.8pH计 电导率 600-1200us/cm电导率仪 细菌试验 细菌棒 阳极液 pH 2.0-3.5pH计 电导率 300-4500us/cm电导率仪 压力 1.0-1.5bar压力表 流量 90-120L/hreach流量计 2nd喷淋 固体份 小于2%分析天平,烘箱 压力 1.2-3.0bar压力表 3rd浸洗 pH 5.60-6.10pH计 固体份 小于1%分析天平,烘箱 压力 1.2-3.0bar压力表 细菌试验 细菌棒 4th喷淋 固体份 小于0.8%分析天平,烘箱 压力 1.2-3.0bar压力表 去离子水喷淋 电导率 <100us/cm电导率仪 PH 5.0-8.0PH计 压力 1.2-3.0bar压力表 细菌试验 细菌棒 目视检查 外观 目视/与样板比较
烘烤烘房 温度 >18min@165oCDataPaq二、质量要求1磷化(1)膜厚及结晶尺寸需对磷化层的晶貌(膜重-GM9733P及结晶尺寸-GM9613P)进行评估。将测试结果与《全球磷化规范》(GMW3011L-PH)的要求作对比,并根据要求对现存系统进行控制。(2)防腐性能需根据GM9540P(方法B,40个循环)对磷化层的防腐性能进行评估。将测试结果与《全球磷化规范》(GMW3011L-PH)的要求作对比,并根据要求对现存系统进行控制。2电泳涂装(1)电泳涂层的厚度:内/外表面最低平均值为18微米,目标范围为20~31微米内腔电泳涂层完整均匀,无金属裸露注:通过每周泳透力测试评估内腔电泳涂层状态(2)外观(a)供应商的电泳涂层不能对油漆涂层的外观带来不良的影响。(b)需根据下列标准对电泳涂层的外观进行评估:粗糙度:<12μ/inchASTMD523目视外观平整光洁,无明显的条印、缩孔、针孔、流挂、灰粒,钣金缺陷等缺陷,其质量需得到参与评估的各方面的认同。(3)物理性能(附着力,耐石击)(a)涂层的附着力和耐石击性能应该根据下列标准进行评估:(b)胶带测试附着力(GM9071P,MethodA和B)(c)用胶带测试附着力(GM9071P,MethodA)后再进行240小时的潮湿测试(GM4465P,ASTMD870)(d)耐石击试验(GM9508P,MethodA)(e)盐雾试验1000小时后,划格处单边扩展<2mm(f)溶剂擦拭实验(GM9509P),溶剂使用MIBK(甲基-异丁基甲酮),合格结果0或1级3.日常电泳质量检测项目(必须保持完整记录)测试内容 检测频次 磷化晶貌(GM9613P,GM9733P)每周电泳溶剂擦拭(GM9509P)每班电泳烘房曲线(DATAPAQ测试)每日电泳泳透力(按SGM现行方法标准)每周
电泳膜厚 每班电泳涂层粗糙度 每班电泳外观质量 每班三化工材料磷化工艺体系材料必须通过GM9984090标准认可或等同的材料标准认可脱脂剂必须通过GM9984400标准认可或等同的材料标准认可表调材料必须通过GM9984415标准认可或等同的材料标准认可钝化材料料必须通过GM9984404标准认可或等同的材料标准认可电泳漆材料必须通过GM9984094标准认可或等同的材料标准认可预处理材料必须适合冷轧板/电,热镀锌板/铝板/锌镍合金板等SGM车身所用板材的涂装要求。脱脂剂要求是弱碱性的,以防碱对镀锌层的伤害。磷化液:选用锌、镍、锰,三元体系的低锌磷化液钝化液:可选择有铬或无铬钝化四技术条件1电泳工艺必须采用阴极电泳。2工艺过程主脱脂(浸槽)的工艺时间不低于3分钟(料架全部浸入)磷化主槽工艺时间不低于3分钟(料架全部浸入)电泳工艺时间不低于3.5分钟(料架全部浸入)电泳烘房:烘烤的时间、温度必须满足电泳材料的工艺要求(以DATAPAQ实测数据评估)五涂装设备1.设备要能通过车身侧围等大工件,能适应SGM现有电泳料架,3500Lx1450Wx1760H2.前处理/电泳工艺设备要有完善的过滤系统,能在各阶段有效去除工件带入的灰粒,铁屑等杂质3.脱脂工艺设备要配备去铁屑,焊球的过滤设备,有效去除金属杂质4.磷化工艺设备要有能力充备的磷化渣过滤去除系统.5.脱脂工艺设备要考虑必要的去油设备5.脱脂工艺设备温度控制系统能力--槽液温度达到65oC6.表调工艺设备温度控制系统能力--槽液温度低于35oC7.磷化工艺设备温度控制系统能力--槽液温度达到57oC8.电泳工艺设备温度控制系统能力--槽液温度29+1oC
9.具备磷化自动加料系统9.各道自来水,去离子水,超滤水喷淋要保证充足的水量和水洗时间.确保清洗质量10.配备DATAPAQ测试电泳烘房烘烤曲线.'
您可能关注的文档
- 项目编号:技术标准
- 中国电子技术标准化研究所培训中心
- 世界中联各专业委员会技术标准制定实施办法
- 水利技术标准制修订 - 1
- 水利技术标准作业指导书 (2)
- 水利技术标准作业指导书
- 土地复垦技术标准(试行) - 1
- 浙江省绿道网技术标准研究及省级绿道网规划
- 珠海、中山、江门三地技术标准评审专家库专家名 …
- cfg桩施工技术标准
- 技术标准考试题库(09-13年合并) 2
- 外墙保温技术标准
- 低压配电柜技术标准
- 北京市非住宅房屋拆迁评估技术标准
- 非金融机构支付服务业务系统技术标准符合性和安全性检测规范
- 钢材的技术标准与选用
- 多层实木地板技术标准.doc
- 传感器产品选型、设计、技术参数与性能检测及相关技术标准应用手册